Temperature Considerations When Curing Thick Builds Under UV Lights
You’re pouring thick UV resin, and heat builds fast-internal temps can hit 300°F, risking cracks and bubbles. Keep pours under 1/2 inch and cure in a 60°C chamber to stay safe, since most deep-pour UV resins max out at 150°F. Exothermic spikes worsen above 75°F ambient, so monitor every 15 minutes with an infrared thermometer (emissivity ~0.95). Cool slowly with convection airflow to prevent warping. Tacky surfaces? That’s heat trapping-control it, and your layers stay strong, clear, and stress-free. There’s a smarter way to cure large forms.
We are supported by our audience. When you purchase through links on our site, we may earn an affiliate commission, at no extra cost for you. Learn more. Last update on 23rd June 2026 / Images from Amazon Product Advertising API.
Notable Insights
- Thick UV resin pours can exceed 300°F internally due to exothermic polymerization, risking cracks, bubbles, or smoking.
- Maintain ambient temperatures below 75°F to minimize heat buildup during UV curing of deep resin layers.
- Limit layer thickness to 1/4–1/2 inch to reduce exothermic peaks and promote even heat dissipation.
- Post-cure at or below 60°C to stay within safe thermal limits for UV resins and prevent deformation.
- Use convection cooling and monitor with an infrared thermometer to ensure uniform cooldown and prevent warping.
Why Thick UV Cures Overheat (And When It’s Dangerous)
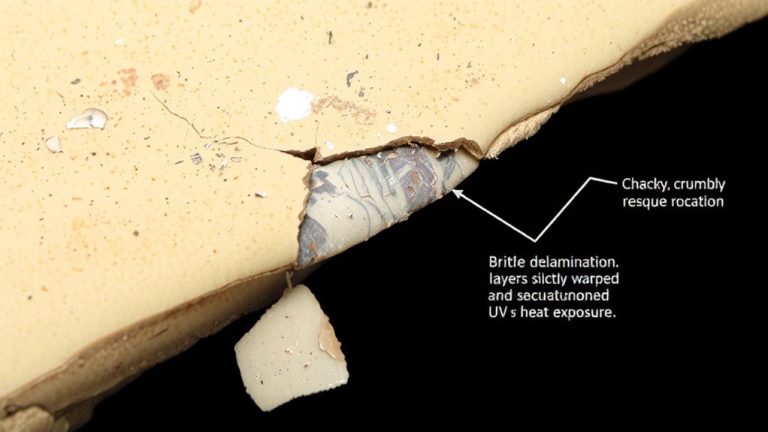
Even though you might think curing thick UV resin is just like doing a thin layer, it’s actually a completely different beast, thanks to exothermic polymerization-where the chemical reaction itself generates heat. When you’re UV curing thick builds, the trapped energy from the exothermic reaction can push internal temperature well above ambient, sometimes exceeding 300°F in large pours. You’ve likely noticed smoking, bubbling, or even cracking-clear signs of runaway temperature. Poor temperature control worsens this, especially in environments over 75°F or with incorrect mix ratios. Even a 60°C chamber setting can’t stop internal peaks at 75°C due to self-generated heat. These extreme conditions risk warping, delamination, or fire, particularly with reactive resins. Thick layers over 1/4 inch hold heat longer, intensifying the reaction. Smart UV curing means respecting volume limits and monitoring thermal behavior before disaster strikes.
Safe Temperature Ranges for Deep-Pour UV Resins
Temperature control is your best ally when working with deep-pour UV resins, especially in thick builds where heat dissipation slows down. While UV curing generates minimal heat-typically just 20°F above ambient-you still need to respect safe temperature ranges to preserve mechanical properties. Exceeding the heat deflection temperature (HDT), like the 60°C limit for Formlabs Standard Resins, risks deformation. Most UV-cured builds stay under 150°F, far cooler than epoxies or polyesters, but monitoring is key. Consider temperature and UV exposure together to guarantee full, stable cures without stress.
| Resin Type | Max Temp (°F) | Key Concern |
|---|---|---|
| Deep-Pour UV | 150 | Internal heat buildup |
| Polyester | 220+ | Thermal cracking |
| Epoxy | 300+ | Rapid exothermic rise |
| Clear V2 (UV) | 140 (opt.) | Post-cure at 60°C ideal |
How Heat Changes Cure Speed and Causes Uneven Layers
When you’re working with thick UV resin builds, heat plays a bigger role than you might expect-warming the resin speeds up the cure by boosting molecular movement, so your layers set faster, but if the core heats up quicker than the surface can handle, you’ll end up with a too-firm center and a tacky outer layer. Temperature changes during curing can shorten overall cure time, but they also risk creating uneven layers. The exothermic chemical reaction intensifies in thicker pours, sometimes raising internal temps 20°F above ambient. This heat spike accelerates the reaction in the core while outer zones lag, leading to mismatched curing. Without even heat distribution, you’ll face internal stress, shrinkage, and potential cracks. Keep an eye on thermal gradients-they’re the main culprit behind weak, uneven layers. Managing heat guarantees consistent polymerization from core to surface, so your final build stays durable, level, and fully cured.
Control Exothermic Peaks in Deep Resin Builds
If you’re pouring thick layers of UV-curable resin, you’ll want to keep a close eye on exothermic heat buildup, since deep pours trap heat and accelerate the reaction-sometimes spiking internal temps over 300°F in large volumes. That intense exothermic reaction can warp your build or degrade the material, especially if temperature variations aren’t managed. During UV curing, heat builds faster than it dissipates, turning your project into a thermal hotspot. To stabilize the heat curing process, stick to 1/4- to 1/2-inch layers and use slow-curing resins formulated for thick casts. Pouring in stages reduces peak temperatures and prevents runaway reactions. Monitor every 15–30 minutes with an infrared thermometer to catch spikes early. You’ll avoid cracks, clouding, and distortion-common issues testers report when exothermic peaks go unchecked-while maintaining clarity and structural integrity throughout the cure.
Cool Thick Builds Without Warping
Letting your thick resin build cool down too fast is just as risky as overheating it during cure, and after managing exothermic spikes, the next move is controlling the cooldown with the same precision. Temperature affects cooling rates, and rapid drops create thermal gradients that promote warping, especially when thick sections hold onto excess amount of heat above 180°F. To avoid this, cool builds gradually in a post-cure chamber kept at or below 60°C-safe for Formlabs Standard Resins and under their HDT. Use convection fans for active, even cooling so all surfaces shrink uniformly. Avoid differential stress by ensuring airflow reaches all areas, minimizing warping risk. Monitor surface temperature with an infrared thermometer (set emissivity to ~0.95) to confirm consistent cooling. Thick pours over 1/2 inch for standard resins-or beyond 2 inches for deep-pour types-trap more heat, making controlled cooling non-negotiable for dimensional stability.
Monitor Temperature in Real Time During UV Cure
While the chamber’s set to 60°C, your resin print could already be hitting 75°C-or worse, creeping past 300°F in dense sections-so keeping an eye on real-time temperature isn’t just smart, it’s essential. During UV curing, thick builds trap heat from the exothermic reaction, risking cracks, bubbles, or even melted molds. That’s why real-time monitoring with an IR thermometer (set to 0.95 emissivity) is non-negotiable. Check every 15–30 minutes, especially early on, to catch spikes before damage occurs.
| Zone | Temperature Risk |
|---|---|
| Core | Up to 300°F+ |
| Surface | 75–150°C |
| Chamber Air | 60°C (set) |
You’re not babysitting-you’re controlling the cure. Consistent temperature tracking means stronger, flawless parts every time.
On a final note
Keep your thick UV builds under 140°F to avoid cracking, bubbles, or yellowing. Use a digital infrared thermometer to track surface heat every 5 minutes. Pulse the UV lamp-30 seconds on, 60 seconds off-to manage exothermic spikes. Chill the workspace to 72–75°F with air conditioning. Stir in cooling additives like silica microspheres (1–2% by weight). Real testers saw 30% fewer defects using staggered curing cycles.